


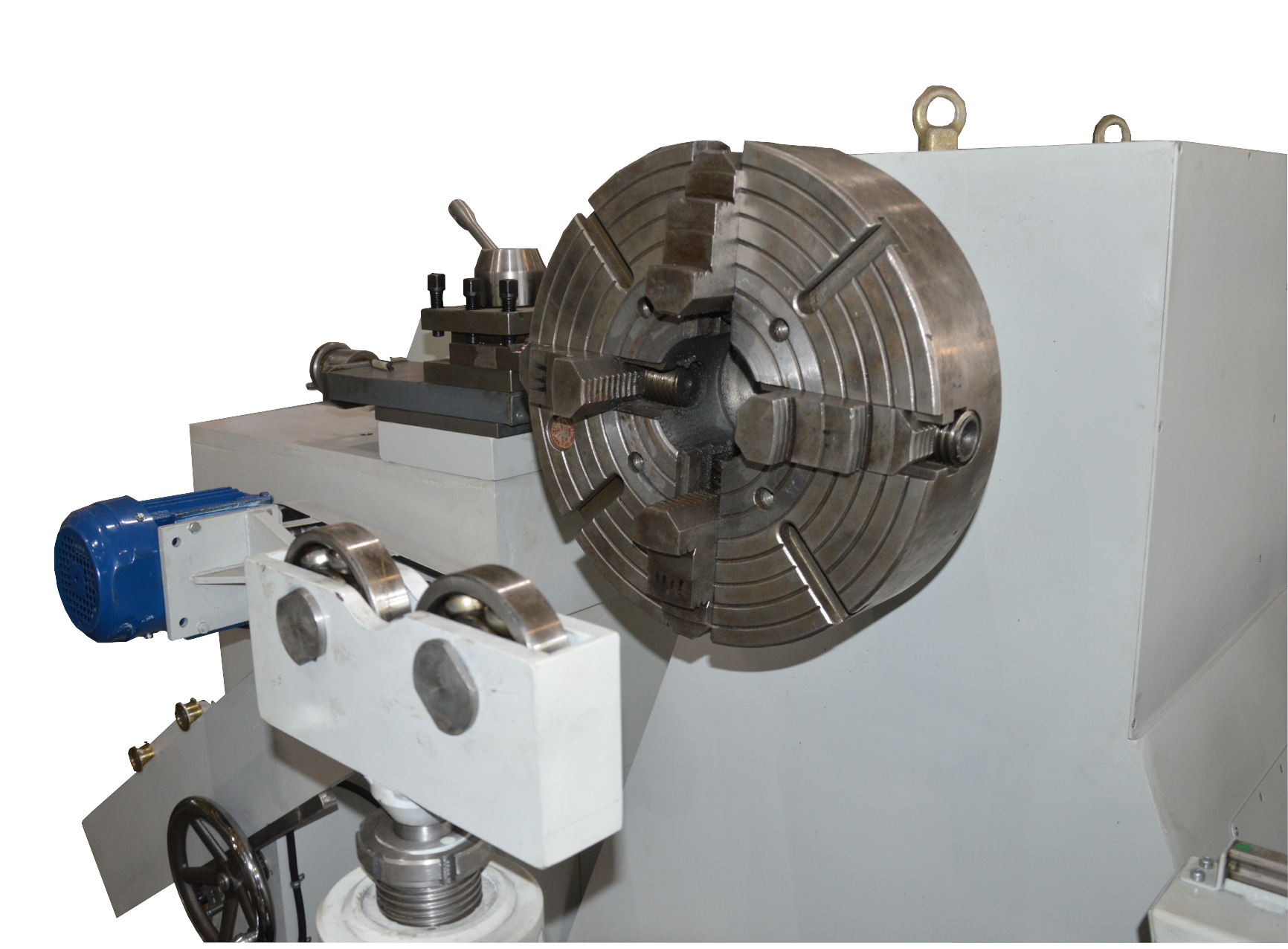

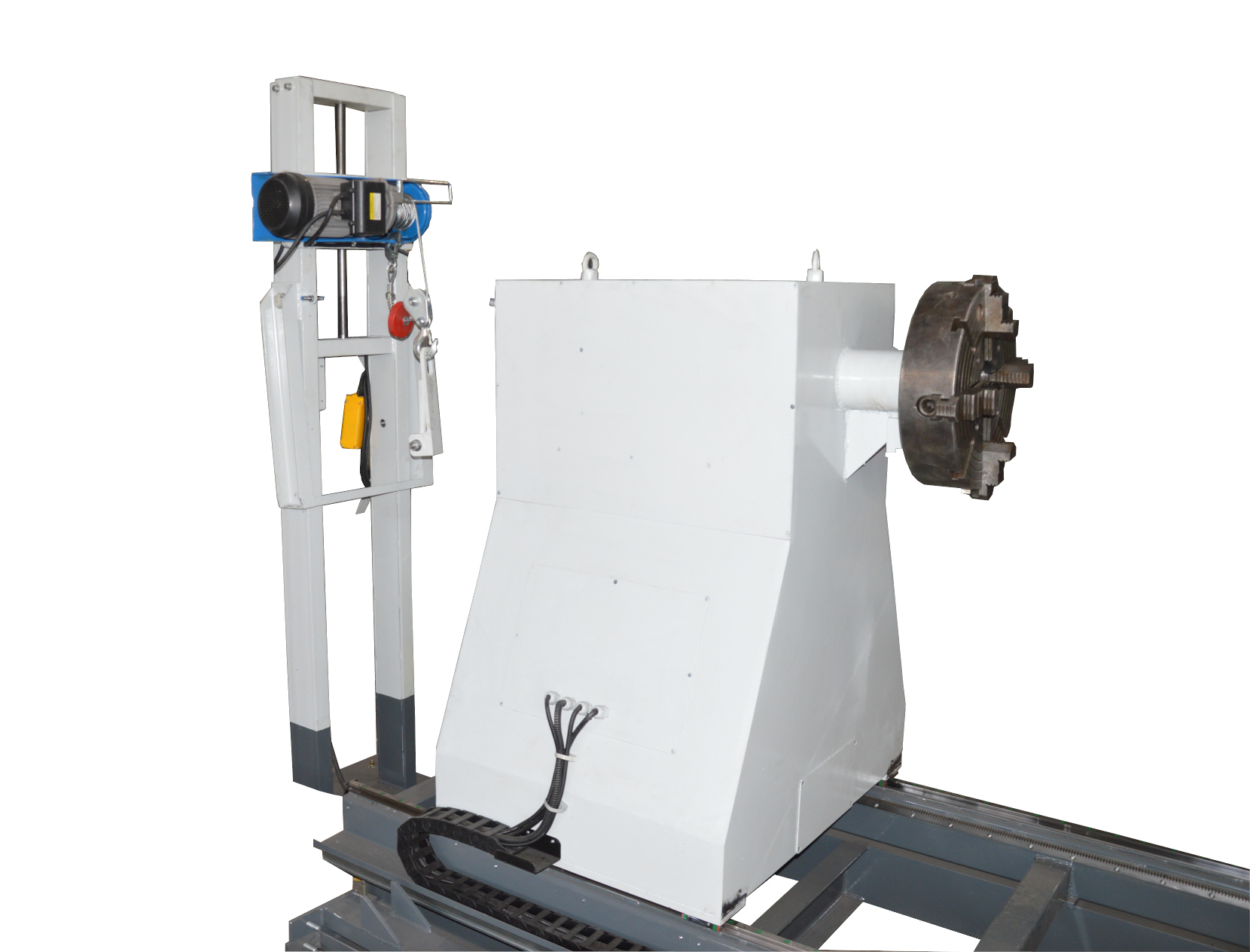





Станок для ремонта фазных роторов и якорей с функцией проточки РИФЖ 442219.008
Станок для ремонта фазных роторов и якорей с функцией проточки предназначен для продораживания коллекторов якорей, для выемки стержней из пазов роторов электрических машин и для бандажирования проволокой или стеклолентой роторов, якорей, демонтажа клиньев ротора.
- Операция продораживания (продорожки) коллекторов:
На станок устанавливается якорь, коллектором в сторону шпинделя. Выставляется фреза в начальную точку фрезерования, в параметрах на обрабатываемый коллектор устанавливаеться количество обрабатываемых ламелей, а также глубина и длина фрезерования. Включается привод фрезы и производится продораживание коллекторной прокладки в автоматическом режиме. Для продорожки следующих прокладок якорь проворачивается также в автоматическом режиме. Фрезерная головка после начала фрезерования переходит в режим самоцентрирования, что позволяет производить обработку коллекторов имеющих спиральную форму ламелей (характерно для ремонтных якорей). - Операция по выемке стержней:
На станок устанавливается ротор, контактными кольцами в сторону шпинделя. Выставляется маховиком на соответствующую высоту ролик с канатом и захватом
зажимается удаляемый стержень. Включается правым ножным выключателем привод лебедки и производится выемка стержня. Для выемки следующих стержней привод
проворачивается на шаг. - Операция бандажирования роторов, якорей:
К ротору, в зону намотки бандажа, с помощью привода подводится бандажировочное приспособление. На него устанавливается кассета с проволокой или стеклолентой.
Производится заправка бандажного материала на ротор, устанавливается необходимый натяг бандажа. После задания ширины, количества слоев и шага намотки бандажной зоны, включается привод шпинделя и производится бандажирование ротора в автоматическом режиме. Также позиционирование супорта можно производить вручную. - Операция зачистки и шлифовки коллекторов:
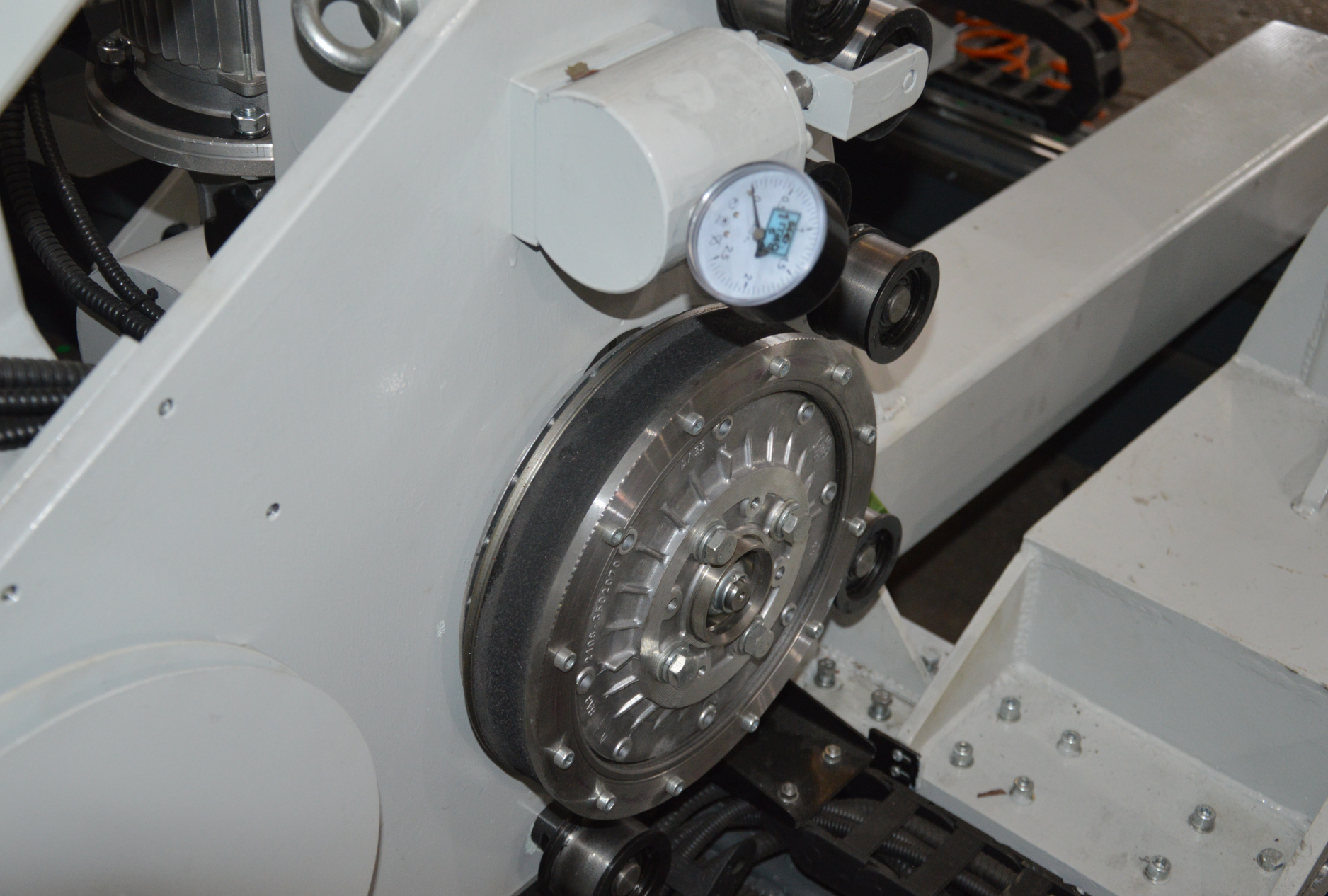
На станок устанавливается якорь, коллектором в сторону шпинделя. Щетка подводится к поверхности коллектора на необходимую высоту, включается привод и производится зачистка коллектора, подача щетки автоматическая. Для шлифовки коллектора устанавливается шлифовальная шкурка. - Операция проточки коллекторов:
На станок устанавливается якорь, коллектором в сторону шпинделя. Фреза подводится к поверхности коллектора на необходимую высоту, включается привод шпинделя фрезы и производится проточка коллектора, подача фрезы продольной плоскости автоматическая, подача фрезы поперечной плоскости ручная.
Возможно изготовление по техническому заданию заказчика.
Сопутствующее оборудование для продорожки коллекторов:
Станок для ремонта фазных роторов, якорей РИФЖ 442219.003
Технические характеристики
| Габаритные размеры обрабатываемого ротора, мм: | |
| - диаметр | 80...1500 |
| - длина | 200...3500 |
| Габаритные размеры обрабатываемого коллектора, мм: | |
| - диаметр | 80...1000 |
| - длина | 20...500 |
| - допустимый угол наклона изоляционных пластин, градусов | ±3º |
| Максимальный диаметр шеек ротора, мм | 200 |
| Максимальная масса обрабатываемого ротора, кг | 8000 |
| Максимальная скорость фрезерования, мм/сек | 20 |
| Скорость вращения фрезы, об/мин | 4500 |
| Максимальный расход воздуха, л/мин | 800 |
| Привод шпинделя | электромеханический |
| Скорость вращения ротора при фрезеровании, об/мин | 0,01-0,1 |
| Продольное перемещение фрезы, мм | 500 |
| Поперечное перемещение фрезы, мм | 500 |
| Скорость перемещения узла бандажирования, мм/мин | 360-1800 |
| Скорость вращения ротора при бандажировании, об/мин | до 20 |
| Максимальная ширина бандажной стеклоленты, мм | 30 |
| Максимальная диаметр бандажной проволоки, мм | 2 |
| Максимальная скорость вращения ротора при точении, об/мин | 600 |
| Скорость вращения шлифовальных щеток, об/мин | 3000 |
| Максимальное допустимое усилие на лебедке, кгс | 1000 |
| Привод перемещения задней/передней бабки | электромеханический |
| Параметры питающей сети | 3~ 50Hz 380V AC |
| Установленная мощность, кВт | 11 |
| Габариты, мм: | |
| - длина | 6300 |
| - ширина | 2200 |
| - высота | 2070…2110 |
| - высота оси центров | 1330...1370 |
| Масса, кг | 2850 |
Похожие
-

Балансировочный станок МБ-8000 РИФЖ 041863.004
Балансировочный станок МБ-8000 РИФЖ 041863.004
Балансировочный станок для роторов и якорей электродвигателей с карданным валом МБ-8000 РИФЖ 041863.004 зарезонансного типа предназначен для динамической балансировки роторов и якорей массой от 200 кг до 8000 кг в одной или двух плоскостях коррекции межопорных или двух консольных роторов. Максимальный диаметр ротора 2700 мм. Высочайшая точность балансировки достигается станками зарезонансного типа, а также за счет точного изготовления, сборки и контроля деталей и узлов балансировочного станка. В качестве измерительной системы станка используется комплекс «Вибролаб». Балансировочное устройство производства ОАО»Севкавэлектроремонт».
Сопутствующее балансировочное оборудование:
-
Установка сушильная (печь сушильная) РИФЖ 681591.016 (Щитового исполнения)
Установка сушильная (печь сушильная) РИФЖ 681591.016 (Щитового исполнения)
Установка сушильная (печь сушильная) автоматическая предназначена для конвективной сушки обмоток, катушек и других электротехнических изделий с механизированной загрузкой.
Режим сушки поддерживается автоматически станцией управления печью.
Все электрооборудование установки выполнено во взрывозащищенном исполнении.
Установка имеет: рельсовый путь, тележку, приводную станцию. Печь сушильная для обмоток промышленная производства ОАО «Севкавэлектроремонт».Другие сушильные установки и печи обжиговые нашего производства
-
Установка для распайки якорной обмотки от коллектора РИФЖ 681551.001
Установка для распайки якорной обмотки от коллектора РИФЖ 681551.001
Установка паяльная для распайки якорной обмотки от коллектора предназначена для распайки и отделения якорной обмотки от коллектора. Расплав пайки коллекторных выводов происходит при помощи индукционно-нагревательной установки. Процесс нагрева контролируется микроконтроллером, для охлаждения индуктора используется водяное охлаждение. Паяльное оборудование производства ОАО «СКЭР».
Сопутствующее оборудование:
Автомат для сварки обмоток якоря с коллектором РИФЖ 442220.001


